日本酒の出来るまで
![]()
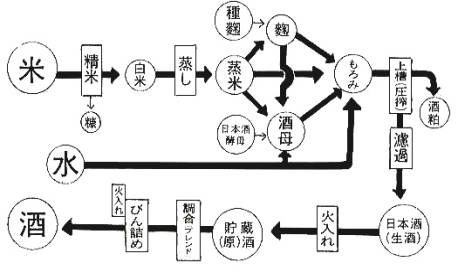
ここでは日本酒ができるまでの工程を整理してみます。
精米 先ず酒造好適米を精米するところより始まる。普通酒で70%前後、吟醸酒で60〜50%、大吟醸ともなれば50%以下まで磨く。玄米の外層には、脂肪、タンパク質、灰分など、酒造りには不要なものが多く含まれる。これらは微生物の栄養になって、そのことで増殖した微生物が酒の味に悪い影響を与える。そこでその表層部を、高性能の竪型(たてがた)精米機を使って、精米歩合75%で8時間、70%で10時間、50%まで磨くには、なんと48時間もかけるのである。精米された米は、すぐには次工程へ回されるわけではない。精米機の熱で温められた米は、水分が奪われもろい状態になっている。そのところへもって、急に水にでも漬けようものなら、水分を吸収しすぎるだけでなく、割れる恐れすら出てくる。そこで袋につめ3〜4週間ほど、一定温度で管理のもと、温度と水分調整のために貯蔵される。この期間のことを「枯らし」と呼ぶ。そしてその後にいよいよ仕込みに入るわけである。
洗米・浸漬 米を洗う作業に入るわけであるが、繊細な米粒だけに作業は慎重を要する。吟醸酒ともなれば、ストップウオッチ片手に秒単位を要求される。蒸しあがった時にさばけがよく、外側が硬めに、内側は麹が食い込みやすいように軟らかく、仕上げたいが為である。この浸漬時間であるが、普通酒は一昼夜かかることもあるが、吟醸酒は粒が小さい為に数分間ですむ。
蒸し
程よく水分を含んだ米は、一晩おいて甑(こしき)(家庭で使う蒸し器の大きな物と思えばよい)で蒸される。蒸し時間は40分〜60分である。良質の蒸し米は、適度の硬さと弾力のある手触りである。手で引き伸ばすと餅状になり(これをひねり餅と言う)、この時に蒸し米の良否が判定される。蒸すことによって白米の澱粉をα化し、麹菌の繁殖を容易にする。蒸しあがると「ぶんじ」と呼ばれている木製スコップで掘り起こされて放冷場に運ばれる。この時、普通酒よりも吟醸酒に使用される蒸し米の方が繊細なので、丁寧に扱われるのは言うまでもない。時々蒸し米に温度計が差し込まれるのは、人の体温ぐらいになったら、麹室に運ばなくてはいけないからである。
麹づくり 現代の麹は、コンピュータ制御の自動製麹機で造られるのが多いが、吟醸酒などの高級酒は、未だに麹蓋に入れ手造りで行われている。昔から「一麹・二酛・三造り」と、言われているように、うまい酒造りの鍵を握っているのが麹で、その出来映え次第で酒の質が左右されるのである。麹室の温度は、30度前後に調整されていて湿度は高めである。これは、麹カビが生育しやすい環境を保つためである。蒸し米を台の上に広げ、水分を蒸発させた後に、種麹の植え付けである。
青みがかった緑の粉の種麹を、底が網状になった容器に入れ、蒸し米全体に振り掛かるように高くかかげて、散らしていく。それが終わると蒸し米を山にして、布をかけ保温する。約12時間後に山を崩して、再び山にして6〜8時間後、今度は麹蓋という木の箱に移し、室に積み上げる。その後温度や湿度を調節する為に、たびたび麹蓋を入れ換えたり、麹カビの成長によって発生する炭酸ガスを除くために、米を手でもむようにしてほぐしたりする。(この作業を切り返しという)
この間約2日間、蔵人たちは24時間態勢で寝ずの番をする。このことが、昔から「杜氏は麹と寝る」と言われる所以である。やがて米つぶ一粒一粒が、麹カビの生育によって白っぽくなってくる。麹づくりで大切なことは、菌糸の生え方である。吟醸酒につかうのは「突き破精(はぜ)」といって、米粒のところどころに菌糸が生え、その菌糸が中心部に向かって食い込むように、入り込んでいる麹である。
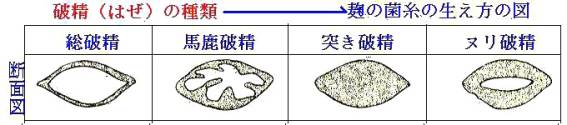
![]() 総破精 米粒の表面いっぱいに菌糸が生えたもので、酒母初添えなどにむき普通酒の醸造に使用される。
総破精 米粒の表面いっぱいに菌糸が生えたもので、酒母初添えなどにむき普通酒の醸造に使用される。
![]() 馬鹿破精 総破精の極端なもので、米粒の内部までに菌糸が入ったもの。酵素力価は低く、腐造の原因 となることがある。
馬鹿破精 総破精の極端なもので、米粒の内部までに菌糸が入ったもの。酵素力価は低く、腐造の原因 となることがある。
![]() 突き破精 米粒のところどころに菌糸が生え、内部にも食い込んでいるもの。酵素力価は低いが、吟醸酒にはこのタイプを使用する。
突き破精 米粒のところどころに菌糸が生え、内部にも食い込んでいるもの。酵素力価は低いが、吟醸酒にはこのタイプを使用する。
![]() ヌリ破精 米粒の表面だけが破精た状態で、よい麹ではない。蒸し米が軟らかい時になりやすい。
ヌリ破精 米粒の表面だけが破精た状態で、よい麹ではない。蒸し米が軟らかい時になりやすい。
酒母(酛(もと)とも言う)こうしてできた麹は、しばらく乾燥させ酵母、蒸し米、水といっしょに酒母タンクに入れて仕込まれる。酒母の作り方には二種類あって、一つは昔ながらの「生酛」(きもと)法で、これは蔵などに生息する天然の乳酸菌を育て(繁殖させ)、酒母の中に乳酸をつくりだし、この酸味によって雑菌の繁殖を抑えておいて、清酒酵母だけを育てていくやり方で育て酛とも言われる。
もう一つは、明治42年に考案された「速醸酛」(そくじょうもと)で、あらかじめ薬品の乳酸を添加して酵母を育成するやり方である。生酛の場合、酛造りの最初の工程で”酛すり”または”山卸し”といって、蒸し米と米麹と水の混合物を櫂棒(かいぼう)で、冬の深夜に数時間もかけて、すりつぶす辛い作業がある。
ところが、明治末期に米麹の酵素力を利用して、この”山卸し”をやらずに酛造りのできる方法ができた。これが「山卸し廃止酛」で、略して「山廃酛」(やまはいもと)呼ばれる。この山廃酛もやはり育て酛で、伝統的な酛造りの技術である。速醸酛が二週間くらいで出来上がるのに対して、生酛の方は一ヶ月以上かかる。
醪(もろみ) 酒母に麹、蒸し米、水を加えて醪を仕込む。蒸し米と麹の割合は4:1ぐらいである。麹や蒸し米は一度に加えず、「初添え」・「中添え」・「留添え」と、日を追って三回に分けて加える。これを「三段仕込み」いい、雑菌の汚染を防ぎ発酵をスムーズに行わせる、日本酒独特の技法である。
また初添えの翌日は「踊り」といい、酵母の増殖を促進させるために、仕込みを一日休むのである。タンクの中で醪が発酵している状態を「並行複発酵」といい、蒸し米の澱粉が麹の力で糖化され、糖化された成分は今度、アルコールに変わって行くという具合である。なおこの間は、タンクが冷えて醪の温度が下がると酒が辛くならないので、温度管理には細心の注意がはらわれる。業界用語で「酒が風邪を引いた」と言うが、そうなるとだめなのである。
上槽あるいは槽(ふな)がけ しぼりのことを言い、熟成した醪を圧搾して、酒と酒粕とに分ける作業である。醪を布袋に入れ「槽ふね」と呼ばれる箱型の容器に積み上げ、上から圧力を加えると槽の底の穴から酒が滴り落ちるという具合である。またこの他に、吟醸酒は袋に入れて吊り下げ、滴らせるやり方でしぼる方法もある。現在では、普通酒をフィルタープレスのような連続式の圧搾機を使用し、これまでの三倍以上の効率で上槽している蔵も多い。搾った後、検定タンクに入れ税務署の検査をうける。そしてそこで初めて清酒と名がつく。
滓引き(おりびき) しぼったばかりの酒は、米粒の破片や酵母が混じって濁っているので、冷たい場所に置いて滓を除き濾過をする。
火入れ・貯蔵 しぼって二ヶ月くらい味なれさせたお酒は、65度前後に加熱して殺菌する。その後貯蔵タンクに移して半年程寝かせる。
瓶詰め 出荷に際しては酒質を整える為に、何本かのタンクの酒を調合する。いわゆるブレンドである。その後、活性炭素(精白度の低い原料米を使った清酒を脱色し雑味が除け、一見淡麗な酒であるかのように見せかけられる反面、大量に使用すれば清酒独特の香りが消えるばかりか、旨みのない酒となる)で酒を濾過し色や雑味をとり、加水して決められたアルコール度にしてから、もう一度火入れ殺菌をする。
そして最後に瓶詰めである。余談ですが、蔵で飲む酒は実に旨いのに、瓶詰めするとなぜこうも味が変わるものなのか!?
清酒の大半は、原酒の状態で酒蔵タンクに貯蔵される直前と、市販酒として瓶詰めされる直前との二回にわたって火入れが行われる。これはいずれも清酒を65度前後に加熱して、清酒中の酵素の活性化を止めるのと同時に、殺菌する目的で行われている。
生酒というのは火入れを一切行わないもので、搾りたての新酒そのままの生である。これが本物の生である。
生詰めというのは、酒蔵タンクに貯蔵される直前は火入れを行うが、瓶詰めの直前には火入れしないものを言う。
生貯蔵酒は生のまま冷蔵貯蔵しておいて、出荷の瓶詰め直前に火入れして出荷するものを言う。貯蔵中が生なのでこの名がある。
生酒は完全に冷蔵のままで、流通させなければならない為、現在”生(なま)”と呼ばれているものの大半は生貯蔵酒である。ただほとんどの生貯蔵酒は、生の字が大きくラベルに印刷されているので、これを本当の生酒と思い込んでいる人が多い。なお秋も深まり、気温が下がってくると、瓶詰め直前の火入れをせずに出荷できるようになる。このようにして出荷される酒を「ひやおろし」といい昔から珍重されている。この酒が、言ってみれば生詰めである。
飲んだくれのページへ